Product Description
Introduction
The lost foam process molding equipment originated in 1958 when H.F. Shroyer was granted a patent for a cavity-less casting method, using a polystyrene foam pattern embedded in traditional green sand. The polystyrene foam pattern left in the sand is decomposed by the poured molten metal. The metal replaces the foam pattern, exactly duplicating all of the features of the original pattern. Like other investment casting methods, this requires that a pattern be produced for every casting poured because it is evaporated ("lost") in the process.
Process Steps
1.Mold foam pattern sections.
2.Age pattern to allow dimensional shrinkage.
3.Assemble pattern if it is a multiple piece pattern.
4.Build cluster (multiple patterns per cluster).
5.Coat cluster.
6.Dry coating.
7.Compact cluster in flask.
8.Pour metal.
9.Extract cluster from flask.
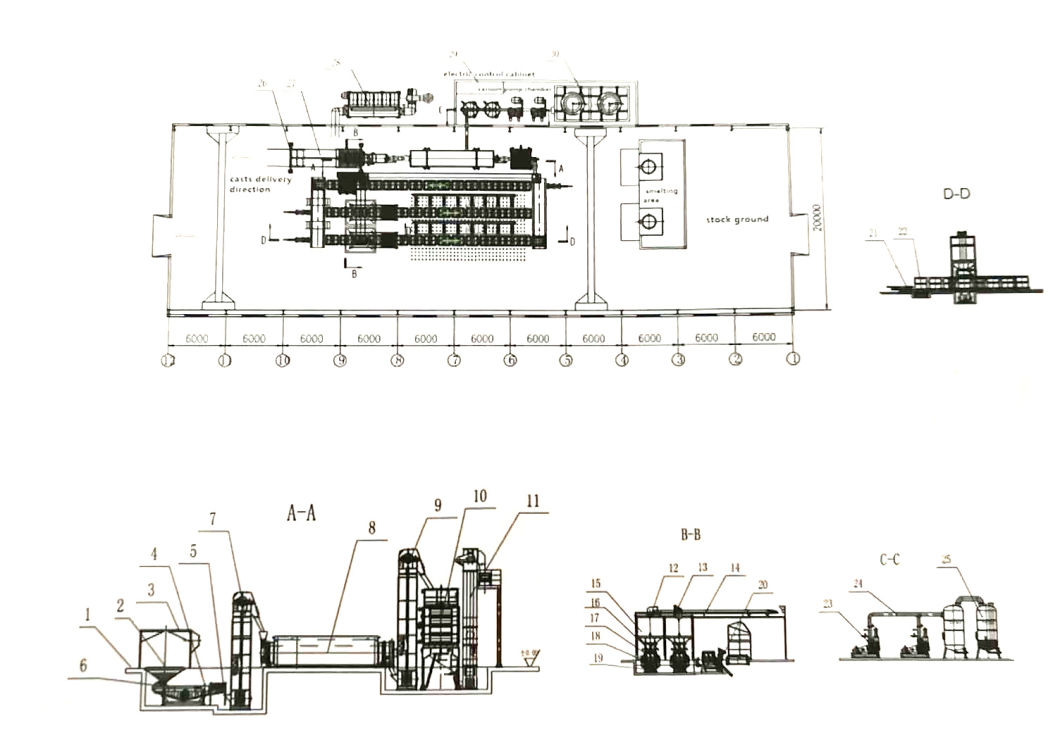
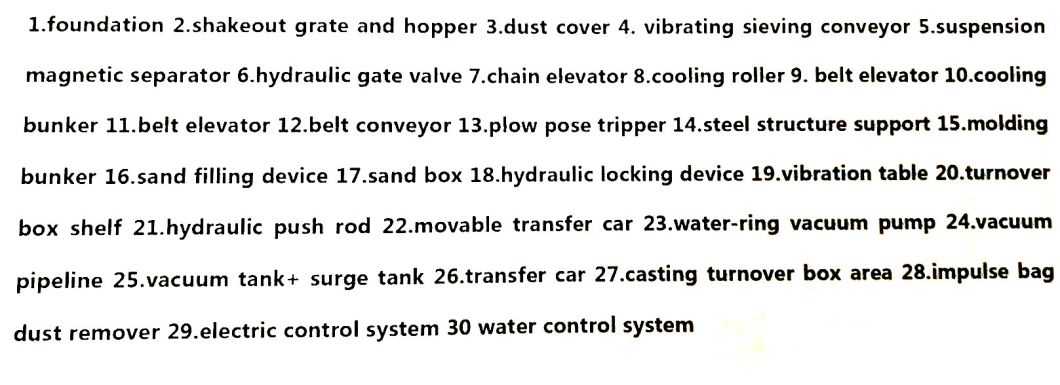
Black area------sand preparation and molding system
1. manipulator
2. winnowing Magnetic separators
3. sanded-up equipment
4. vibrating conveying screen classifier
5. chain elevator
6. water-cooled sand cooling equipment
7. tri-dimensional vibrating table
8. vacuum system
9. dust collector
White area------make the foam mould
1. batch-type pre-foaming machine
2. vertical type mould forming machine
3. bonder machine
4. coating stirring mill
5. hot gas far infra red drying oven
Advantage and disadvantage
This casting process is advantageous for very complex castings that would regularly require cores. It is also dimensionally accurate, maintains an excellent surface finish, requires no draft, and has no parting lines so no flash is formed. The un-bonded sand of lost foam casting can be much simpler to maintain than green sand and resin bonded sand systems. Lost foam is generally more economical than investment casting because it involves fewer steps. Risers are not usually required due to the nature of the process; because the molten metal vaporizes the foam the first metal into the mold cools more quickly than the rest, which results in natural directional solidification. Foam is easy to manipulate, carve and glue, due to its unique properties. The flexibility of LFC often allows for consolidating the parts into one integral component; other forming processes would require the production of one or more parts to be assembled.
The two main disadvantages are that pattern costs can be high for low volume applications and the patterns are easily damaged or distorted due to their low strength. If a die is used to create the patterns there is a large initial cost.
Detailed Images
Â
Semi-Automatic Pre-foaming machine, for material pre expending
Semi-Automatic molding machine
Coating blender machine
3D-vibration table
Lost foam box turnover machine
Lost foam black area molding
Horizontal sand cooling
Lost foam whole line
Packing & Delivery
Our Company
Qingdao kaijie Heavy Industry Machinery Co., Ltd is located in the beautiful coastal city Qingdao-Jiaozuo city. Our plant covers 22,000 square meters, construction area is 10,000 square meters. Registered capital is RMB20 million and employees are more than 110, containing more than 30 technicians. Our annual production value is up to 60million. After hardworking, reform and innovation, Qingdao Kaijie heavy Industry Machinery Co., Ltd has developed the leader in China's casting equipment area. We are expert in producing VÂ method production line, lost foam production line, foundry ladle, ladle heater, dust removal equipment, electric flat car, cupola furnace and furnace batching feeding system.
Â
Product Description
Introduction
The lost foam process molding equipment originated in 1958 when H.F. Shroyer was granted a patent for a cavity-less casting method, using a polystyrene foam pattern embedded in traditional green sand. The polystyrene foam pattern left in the sand is decomposed by the poured molten metal. The metal replaces the foam pattern, exactly duplicating all of the features of the original pattern. Like other investment casting methods, this requires that a pattern be produced for every casting poured because it is evaporated ("lost") in the process.
Process Steps
1.Mold foam pattern sections.
2.Age pattern to allow dimensional shrinkage.
3.Assemble pattern if it is a multiple piece pattern.
4.Build cluster (multiple patterns per cluster).
5.Coat cluster.
6.Dry coating.
7.Compact cluster in flask.
8.Pour metal.
9.Extract cluster from flask.
Black area------sand preparation and molding system
1. manipulator
2. winnowing Magnetic separators
3. sanded-up equipment
4. vibrating conveying screen classifier
5. chain elevator
6. water-cooled sand cooling equipment
7. tri-dimensional vibrating table
8. vacuum system
9. dust collector
White area------make the foam mould
1. batch-type pre-foaming machine
2. vertical type mould forming machine
3. bonder machine
4. coating stirring mill
5. hot gas far infra red drying oven
Advantage and disadvantage
This casting process is advantageous for very complex castings that would regularly require cores. It is also dimensionally accurate, maintains an excellent surface finish, requires no draft, and has no parting lines so no flash is formed. The un-bonded sand of lost foam casting can be much simpler to maintain than green sand and resin bonded sand systems. Lost foam is generally more economical than investment casting because it involves fewer steps. Risers are not usually required due to the nature of the process; because the molten metal vaporizes the foam the first metal into the mold cools more quickly than the rest, which results in natural directional solidification. Foam is easy to manipulate, carve and glue, due to its unique properties. The flexibility of LFC often allows for consolidating the parts into one integral component; other forming processes would require the production of one or more parts to be assembled.
The two main disadvantages are that pattern costs can be high for low volume applications and the patterns are easily damaged or distorted due to their low strength. If a die is used to create the patterns there is a large initial cost.
Detailed Images
Â
Semi-Automatic Pre-foaming machine, for material pre expending
Semi-Automatic molding machine
Coating blender machine
3D-vibration table
Lost foam box turnover machine
Lost foam black area molding
Horizontal sand cooling
Lost foam whole line
Packing & Delivery
Our Company
Qingdao kaijie Heavy Industry Machinery Co., Ltd is located in the beautiful coastal city Qingdao-Jiaozuo city. Our plant covers 22,000 square meters, construction area is 10,000 square meters. Registered capital is RMB20 million and employees are more than 110, containing more than 30 technicians. Our annual production value is up to 60million. After hardworking, reform and innovation, Qingdao Kaijie heavy Industry Machinery Co., Ltd has developed the leader in China's casting equipment area. We are expert in producing VÂ method production line, lost foam production line, foundry ladle, ladle heater, dust removal equipment, electric flat car, cupola furnace and furnace batching feeding system.
Â
plastic pet dome lids with different diameter for fitting different kinds sizes of cups
dome lid pet plastic can be made with x or hole for straw
also can be makde without hole for ice cream cups
our dome lids is specialy for our cups tightly in order to avoiding leaking
we also can open moulds based on clients request,
Plastic Dome Lids,Clear Dome Lids,Clear Plastic Dome Lids,Plastic Cups With Dome Lids
zhejiang dongyang dingfeng plastic Co.,Ltd. , https://www.dydf-plastic.com